专注陶瓷电路板研发生产
样板、中小批量陶瓷pcb线路板,24小时加急定制

全国定制热线
4000-806-106
专注陶瓷电路板研发生产
样板、中小批量陶瓷pcb线路板,24小时加急定制
全国定制热线
4000-806-106
当前位置:首页 » 行业动态 » 氮化硅AMB基板:新能源汽车SiC功率模块的首选工艺

如今,SiC“上车”已成为新能源汽车产业难以绕开的话题,诸多半导体企业在碳化硅上“卷”了起来。SiC在高压+长续航平台有先天性能优势。
目前IGBT封装主要采用DBC陶瓷基板,DBC陶瓷基板是通过共晶键合法制备而成,铜和陶瓷之间没有粘结材料,在高温服役过程中,往往会因为铜和陶瓷(Al2O3或AlN)之间的热膨胀系数不同而产生较大的热应力,从而导致铜层从陶瓷表面剥离,因此传统的DBC陶瓷基板已经难以满足高温、大功率、高散热、高可靠性的封装要求。

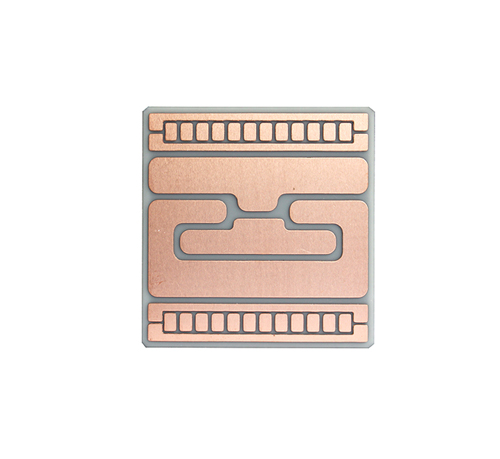
Si3N4-AMB基板技术实现了氮化铝和氮化硅陶瓷与铜片的覆接,可大幅提高陶瓷基板可靠性,逐步成为中高端IGBT模块散热电路板主要应用类型。目前以Si基为主的IGBT模块在具有高导热性、高可靠性、高功率等要求、对成本不敏感的轨道交通、工业级、车规级领域正逐渐采用Si3N4-AMB陶瓷衬板替代原有的DBC陶瓷衬板,Si3N4-AMB基板是SiC器件封装基板的首选。
Ferrotec统计显示,采用AMB工艺的氮化硅陶瓷基板(Si3N4-AMB)主要应用在电动汽车(EV)和混合动力车(HV)功率半导体中。Si3N4-AMB陶瓷基板具有高热导率、高载流能力以及低热膨胀系数,性能优越有望成为IGBT和SiC功率器件基板应用新趋势:
● 高热导率、高载流能力:Si3N4-AMB陶瓷基板热导率高于90W/mk,厚铜层具有较高热容量以及传热性,同时AMB工艺可将厚铜金属(800μm)焊接到相对较薄的氮化硅陶瓷上,形成高载流能力;
● 低热膨胀系数:Si3N4-AMB陶瓷基板热膨胀系数为2.4ppm/K,与硅芯片(4ppm/K)接近,具有良好的热匹配性,适用于裸芯片的可靠封装。

碳化硅车型渗透率预计2024年快速提升,新能源汽车领域成为Si3N4-AMB陶瓷基板最大需求领域:全球碳化硅模块用量最多的是特斯拉,Model3开始全系标配碳化硅MOSFET模块替代IGBT作为逆变器功率器件,碳化硅模块都必须采用Si3N4-AMB的陶瓷封装材料。
据估计,目前一块标准衬板单价为400元左右,预计2027年预计全球采用SiC车型将达到1032万辆,考虑到未来降价至300元左右,预计2027年SiC车规市场规模将达到34.3亿元。如果750V以上车规级IGBT模块也进行替换,预计车规级电控模块所需Si3N4-AMB基板市场空间达到50亿元左右。
Si3N4-AMB基板制备流程
AMB工艺根据钎焊料不同,目前主要分为放置银铜钛焊片和印刷银铜钛焊膏两种。以后者为例,首先将Ag、Cu、Ti元素直接以粉末形式混合制成浆料,采用丝网印刷技术将Ag-Cu-Ti焊料印刷在氮化硅陶瓷基板上,再利用热压技术将铜箔层压在焊料上,最后通过烧结、光刻、腐蚀及镀Ni工艺制备出符合要求的氮化硅AMB覆铜板。
在AMB工艺中,利用Ti等过渡金属与Ag、Cu等元素形成合金焊料,具有很强的化学活性,能够与氧化物陶瓷、非氧化物陶瓷等发生反应,促使熔融焊料润湿陶瓷表面,完成氮化硅与无氧铜的连接。活性元素Ti与氮化硅陶瓷反应的主要产物是TiN和TiAl3。

但这两种方法都存在一定局限。首先,焊片工艺所用的银铜钛焊片在制备过程中容易出现活性元素Ti的氧化、偏析问题,导致成材率极低,焊接接头性能较差。对于焊膏工艺,在高真空中加热时有大量有机物挥发,导致钎焊界面不致密,出现较多空洞,使得基板在服役过程中易出现高压击穿、诱发裂纹的问题。此外,释放的有机挥发物会污染真空腔体和泵组管道,影响分子泵的使用寿命。
据此,李伸虎等创新地提出了银铜钛焊膏的预脱脂钎焊工艺,可以在保护高真空设备的同时,显著降低Si3N4陶瓷-铜的界面空洞率。
此外,AMB工艺还还存在一些短板,其技术实现难度要比DBC、DPC两种工艺大很多,对技术要求高,且在良率、材料等方面还有待进一步完善,这使得该技术目前的实现成本还比较高。

通过公司研发团队的不懈努力,现已成功研发微小孔板、高精密板、难度板、微型化板、围坝板等,具备DPC、DBC、HTCC、LTCC等多种陶瓷生产技术,以便为更多需求的客户服务,开拓列广泛的市场。
400电话:4000-806-106
手机号码: 19925183597
邮箱:sales2@jinruixinpcb.com
地址:深圳市宝安区福海街道塘尾社区桥塘路30号 利晟工业园20车间
在线咨询
© 2018 深圳市金瑞欣特种电路技术有限公司版权所有 技术支持:深度网