专注陶瓷电路板研发生产
样板、中小批量陶瓷pcb线路板,24小时加急定制

全国定制热线
4000-806-106
专注陶瓷电路板研发生产
样板、中小批量陶瓷pcb线路板,24小时加急定制
全国定制热线
4000-806-106
当前位置:首页 » 行业动态 » 氧化铝陶瓷封装外壳化学镀镍工艺优化

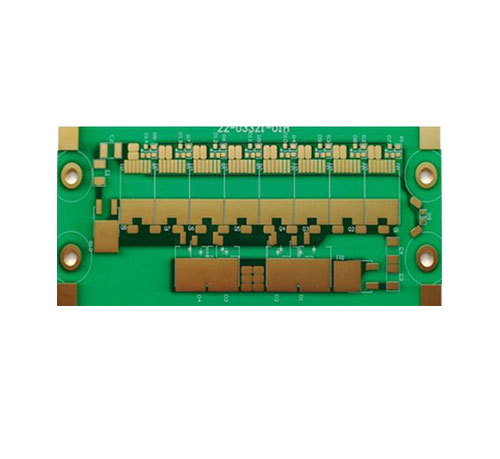
针对氧化铝陶瓷封装外壳在化学镀镍过程中出现的漏镀、镍点以及异色的问题,采用控制变量法研究了除油 液、滚筒转速、退火温度对镀层外观的影响,采用体视显微镜、扫描电镜、能谱仪等观察了镀层的宏观形貌和微观结 构。结果表明:采用80 g/L NaOH溶液作为除油液,在60 ℃下超声清洗10 min,自来水冲洗3遍,去离子水超声清洗 5 min的条件下,可改善漏镀现象。通过对来件进行筛选和固定滚筒转速为5 r/min,可以减少镍点现象的产生。当 退火温度为800 ℃时,异色现象可得到有效解决。 氧化铝陶瓷封装外壳因其具有机械强度高、化 学性能稳定、散热系数高等优点,被广泛应用于航 空、汽车电子和 LED 等领域,其制作过程中采用高 熔点的钨金属,而钨金属不具有可焊性和可键合性, 所以需要对氧化铝陶瓷表面金属化区域进行改性, 使其具有可焊性、可键合性,便于钎焊金属零部件以 及键合硅铝丝 。对氧化铝陶瓷表面金属化区域 改性最常用的方法有电镀和化学镀。由于陶瓷表面印刷图案较为复杂,存在较多的金属化孤岛,需 要采用化学镀的方式实现二次金属化,且化学镀镍 不需要外加电源,镀层均匀,具有优异的物理和化学 性质。本文主要分析氧化铝陶瓷封装外壳在化 学镀镍过程中出现的漏镀、异色以及镍点现象的原 因,并提出有效的改善措施。 1.1 漏镀特征分析 在化学镀镍过程中,存在部分金属化区域漏镀 现象,如图 1 所示。漏镀主要存在键合区以及背部 焊盘,而芯区和密封区未出现漏镀,初步认定为除油 过程中未将表面油污去除干净导致的。 1.2 镍点特征分析 如图2所示,通过观察分析,镍点主要分布在芯 区,呈现不规则分布,大小不一。 从图2中可以看到,有的芯区镍点较多,有的芯 区镍点较少。初步推断产生镍点的原因有两点:(1) 产品本身芯区不平,存在凸点,化学镀镍后形成镍点;(2)化学镀镍过程中引入的杂质附着在芯区,最 终化学镀镍后形成镍点。 1.3 异色特征分析 如图3所示,芯区边缘与中心颜色不一致,边缘 处颜色较为明亮,从图 3(b)可知,边缘处的镍层较 为致密,通过跟踪生产发现,化学镀镍后未发现异色 现象,由此判定异色是在退火后出现的。 氧化铝陶瓷封装外壳化学镀镍的工艺流程如 下:除油→水洗→酸洗→水洗→活化→水洗→化学 镀镍→退火→钎焊。 2.1 除油液对比试验 通过对局部漏镀产品的分析,除油液的种类选 择不当,会导致表面残留除油液和油污,因此采用表 1 中的三种除油液进行除油试验,除油效果的好坏 采用漏镀率进行衡量,漏镀率的计算公式如式(1) 所示。 漏镀率=漏镀数/总数量×100% (1) 2.2 滚动转速对比试验 陶瓷封装外壳在经过除油、酸洗及活化后,将其 放入滚筒中,设定滚筒转速让其在镀液中匀速转动, 化学镀镍后取出。在除油前先对来件进行外观检验,将芯区无杂质的和有杂质的陶瓷分别进行前处 理,前处理后对陶瓷的外观进行观察,发现处理前后 无明显差异,由此推断陶瓷在滚筒中滚镀时,陶瓷间 在相互摩擦中引入了杂质。因此本试验研究滚筒转 速对芯区镍点的影响,滚筒转速对比试验参数如表 2所示。 2.3 退火温度对比试验 陶瓷封装外壳在化学镀镍后,需要经过退火处 理,检验镀层质量,由于钎焊所需的温度为 800 ℃, 所以退火温度需要≥800 ℃,才能保证钎焊过程中不 会出现镀层质量问题。因退火后存在异色现象,本 试验对退火温度进行了对比试验,如表3所示。 2.4 测试及表征方法 镀层结合力在钎焊引线框架后采用剥离法和极 限挂重法进行测试,两者测试结果都大于1000 g时, 满足工艺要求。剥离法是指将引线弯曲90 °在引线 下方挂不同重量的砝码,保持 30 s 后,增加砝码重 量,重复上述步骤直至引线脱落为止,记录挂重数 据;极限挂重是指引线与焊盘平行,在引线下方进行 挂重,步骤同上,直至引线脱落为止。镀层厚度采用 XULM-XYM X-ray 镀层测厚仪 进行测试。化学镀镍前后陶瓷的微观形貌采用日本 株式会社日立公司的 SU3500 形扫描电子显微镜 (SEM)进行分析,并使用扫描电子显微镜自带的能 谱仪分析镀层成分。光学照片分别采用 TCL-185A 体视显微镜和TIM300金相显微镜进行拍摄。 3.1 除油液对化学镀镍的影响 每组取 100 只试验品进行不同除油液的试验, 得出的结果如表4所示。从表4可知,使用OP-10除油,化学镀镍后全部漏镀,从除油机理来讲,这是因 为OP-10作为一种乳化剂,由亲水基和疏水基组成, 能在溶液中形成分子薄膜降低表面张力,从而分离 陶瓷表面的油污,然而从操作过程中可以看出 在使用 OP-10 除油后的清洗中,可以看到水中浮现 许多的气泡,经过多次去离子水洗后仍然存在少量 的气泡,导致在活化过程中部分区域未形成钯活化 中心,造成漏镀现象。异丙醇除油依据相似相溶原 理,异丙醇能溶解陶瓷表面的油污,但化学镀镍后仍 然存在较高的漏镀比例,说明在后续的清洗过程中 未将异丙醇彻底清洗干净。 采用 80 g/L NaOH 溶液除油,化学镀镍后漏镀 率仅为 5%,在工艺控制范围内,说明陶瓷表面金属 化区域清洗较为干净,活化后在钨金属表面形成均 匀的钯颗粒,同时碱洗减少了钨导体中的玻璃相,有 助于提高镀层与钨金属的结合力。 3.2 滚筒转速对化学镀镍的影响 首先,对化学镀镍前的来件进行SEM和能谱分 析,结果如图 4所示。从图 4可知,在钨金属表面存 在杂质,接着对杂质进行能谱分析,从图中可以看出 该杂质由碳、氧、钨组成,以及微量的氟、钠、铝,由此 得出烧结后部分产品芯区附着杂质,在经过化学镀 镍后将其包裹形成镍点。 将芯区附着杂质的陶瓷筛选出来,对剩下的陶 瓷进行化学镀镍,研究滚筒转速对化学镀镍的影 响。如图5所示,当滚筒转速设置为5 r/min时,化学 镀镍后陶瓷芯区整体较为平整,镍点数量较少,而当 滚筒转速为10 r/min时,芯区镍点数量较多,由此推 测转速较快时,陶瓷间相互摩擦较为剧烈,摩擦产生 的颗粒附着在芯区,最终化学镀镍后形成镍点,通过 降低滚筒转速,减小陶瓷间的磕碰,有助于改善芯区 镍点数量。 综上所述,镍点形成的原因有两点:一是产品本 身存在杂质,化学镀镍后形成镍点;二是滚筒转速过 快,陶瓷相互摩擦,产生的杂质附着在芯区,最终形成镍点。解决措施是在化学镀镍前对产品进行外观 检验,将芯区有杂质的剔除,不进行化学镀镍。而化 学镀镍过程中造成的镍点,可通过调整滚筒转速为 5 r/min,使镍点现象得到有效改善,满足工艺要求。 3.3 退火温度对镀层的影响 退火的目的一方面是为了检验化学镀镍后镀层 是否起泡,另一方面随着退火温度的逐渐升高,镍磷 合金发生晶化和晶粒生长,提高了镀层与钨金属的结合力。为了解决退火后异色现象,本试验研 究 800 ℃和 950 ℃退火对镍层的影响,950 ℃为工 艺文件要求的退火温度,800 ℃为钎焊金属零部件 的温度,结果如图6所示。 从图6(a)可以看出950 ℃退火后表面形貌结构 不一致,边缘处的晶粒生长后相互延伸呈片状结构, 而 800 ℃退火后表面形貌未发生改变,从而得出退火温度过高,会导致晶体生长速度存在差异,晶粒尺 寸不一致,降低退火温度有助于保持表面形貌一致。由于改变了退火温度,需要对镀层结合力进行 测试,测试结果如表5所示。从试验结果可以看出, 降低退火温度对结合力的影响较小,且满足工艺要 求。因此,在后续的生产过程中将退火温度 800 ℃ 作为固定工艺指导生产。 3.4 最佳条件下化学镀镍的表征分析 在温度为 60 ℃,NaOH 浓度为 80 g/L 的溶液中 超声清洗10 min,自来水冲洗3遍,去离子水超声清 洗 5 min 后进行酸洗,活化。将活化后的产品放入 滚筒中,转速设置为 5 r/min,镀液温度 50 ℃,时间 50 min,化学镀镍后在 800 ℃下退火。退火后对外 观和结合力进行了分析,结果如图7和表6所示。 从图7(a)和图7(b)中可以看出,退火后未发现 漏镀、镍点以及异色现象,芯区未发现镍点和异色现 象。由图 7(c)可看出,芯区的微观形貌未发现异 常,说明在最佳条件下制备的样品解决了化学镀镍 后的不良现象,且镀层结合力没有降低,满足工艺的要求。 (1)以80 g/L NaOH溶液作为除油液,在溶液温 度为 60 ℃下超声清洗 10 min,自来水冲洗 3 遍后, 去离子水超声清洗 5 min 的优化条件下,化学镀镍 未出现漏镀现象,该工艺为改善漏镀现象提供了一 种解决思路。 (2)对烧结后的陶瓷进行筛选,可以将本身有缺 陷的陶瓷剔除。对外观合格的样品进行化学镀镍, 通过固定滚筒转速为 5 r/min,可有效解决芯区镍点 问题。 (3)通过设置退火温度为800 ℃,可以有效的避 免异色现象并且不会对结合力造成影响,提高了产 品的投入产出率。 (4)通过本文优化试验,加强了对化学镀镍过程 的控制,对化学镀镍的每一个环节都要严加把控,提 升化学镀镍工艺能力,防止出现产品质量问题。












通过公司研发团队的不懈努力,现已成功研发微小孔板、高精密板、难度板、微型化板、围坝板等,具备DPC、DBC、HTCC、LTCC等多种陶瓷生产技术,以便为更多需求的客户服务,开拓列广泛的市场。
400电话:4000-806-106
手机号码: 19925183597
邮箱:jiangliu0928@qq.com
地址:深圳市宝安区福海街道塘尾社区桥塘路30号 利晟工业园20车间
在线咨询
© 2018 深圳市金瑞欣特种电路技术有限公司版权所有 技术支持:深度网